
上の写真はコールマン500スピードマスターのバーナーフレーム。
品番:500-326で正確にはバーナーキャスティングという部品です。
単体ではまず出てこない部品ですが、普通に使っていれば交換が必要になることもまずないでしょう。
ただ、Used品のオーバーホールやレストア時に、錆による固着でネジをネジ切ってしまうことが多い部品のひとつではあります。
この記事では、コールマン500バーナーフレーム固定部の、ネジの切り直しについてご紹介します。
部品の状態

上の写真のように、幸いにもバーナーリング、エアバッフルを固定するネジはネジ切らずに済みました。
中古のモデル500の場合、ネジの多くが錆で固着している個体が多いので、管理人は浸透潤滑剤を吹いて2~3日待つことが多いです。
室内作業が多いので、無臭性のワコーズ RP-L ラスぺネをもっぱら愛用しています。
ラスペネは容量は多いのですが、価格がちと高いのがネックです。
問題は裏面のバーナープレートとバーナーフレームを固定するネジ部です。
気を遣ったつもりですが、ショックドライバーで軽くたたくと、いとも簡単にネジの頭が飛んでいきました。
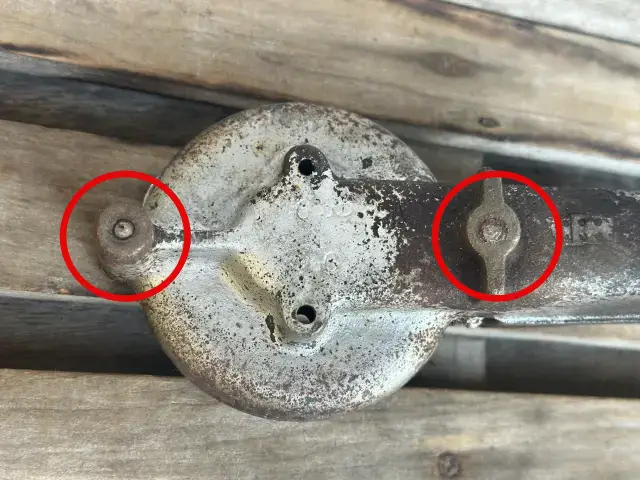
上の赤丸で囲った部分は、本来ネジ穴が開いているはずですが、ネジ部が残ったままになっています。
ネジ穴の再生修理
ネジ穴の再生修理にはネジを切り直すタップとハンドル、下穴を開けるドリルが必要です。
ドリルは手持ちの電気ドリルで作業できないこともないですが、できれば卓上ボール盤を使いたいところです。
かつては手持ちの電気ドリルで作業していましたが、作業効率と正確さが格段に変わります。
修理に必要な道具
コールマン500のバーナーキャスティングに開いているネジ穴は、すべて#10-24のマシンスクリューです。
したがって、#10-24のタップ、下穴用の3.7~3.9mmほどのドリル刃が必要になります。
今回の修理ではNACHI製3.8mmの鉄工用ドリルを使用しました。
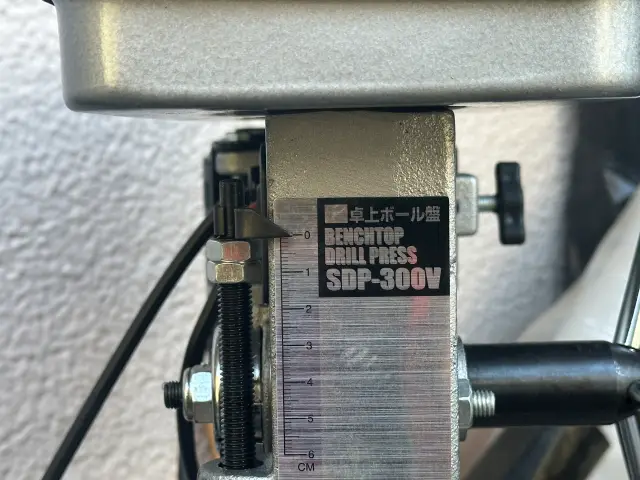
予算が許すのであれば、卓上ボール盤の購入を前向きに検討してみてください。
管理人は外の作業場の片隅に、ビールケースで高さ調整をして設置しています。
穴を垂直に正確に開けるのは、手持ちの電気ドリルでは難儀します。

下穴を開ける

3.8mmの鉄工用ドリルで、元のネジを削り出すように穴を開けます。
穴を深く開けすぎて、バーナーキャスティングの上面に貫通しないように注意します。
バーナーキャスティングの上面に穴が貫通してしまうと、ネジを締めても燃焼時にガスがネジ穴から漏れるケースがありました。
この部分に使用するネジの長さは下の写真にあるような短い1/2インチ(約13mm)なので、15mmほどの深さがあればタップが使えるかと思います。

元々のネジ穴がセンターではなかったので、下の写真のように今回ちょうど良い位置に開け直しました。

ネジを切り直す

3.8mmのドリルで開けた下穴に、#10-24のタップでネジを切り直します。
下穴が15mmほどと深くないので、勢い余ってタップを回し過ぎてネジを切り過ぎないようにします。

バーナーキャスティングは鋳鉄製なので、硬いですがもろい部品です。
タップでネジを切る際は、安いものでいいので切削油を使いましょう。
下の写真のように、ネジを切り直せば修理完了です。

ネジ穴の勘合確認


実際に#10-24マシンスクリューが使用できるか確認して修理完了です。
コールマン500のオーバーホールやレストアでよくやる作業ですが、工具や道具が必要な作業になります。
ご自身での作業がご不安であれば、ご相談いただければと思います。

